
⑵ Flaskhals, flaskskuld
Halsen och axeln är anslutnings- och övergångsdelarna mellan flaskmunnen och flaskkroppen. De bör utformas efter innehållets form och natur, i kombination med formkroppens form, strukturella storlek och styrka. Samtidigt bör svårigheten med automatisk flaskproduktion och fyllning också beaktas. Tänk på vilken typ av tätning som ska användas när du väljer nackens inre diameter. Förhållandet mellan den inre diametern på flaskmunnen och flaskkapaciteten och den tätningsformen som används listas.
Om innehållet kommer att bli bortskämd under verkan av återstående luft i den förseglade flaskan, är det bara flasktypen med den minsta inre diameter där vätskan kontaktar luften kan användas.
För det andra, bör sträva efter att få innehållet i flaskan att hällas smidigt i en annan behållare, vilket är särskilt viktigt för drycker, mediciner och alkoholflaskor. Så länge övergången från den tjockaste delen av flaskkroppen till flaskans hals väljs ordentligt, kan vätskan hällas ut ur flaskan lugnt. En flaska med en gradvis och slät övergång från flaskkroppen till halsen gör att vätskan kan hällas ut mycket lugnt. Luft sipprar in i flaskan och orsakar avbrott i vätskeflödet, vilket gör det svårt att hälla vätskan i en annan behållare. Det är bara möjligt när den så kallade luftkudden kommunicerar med den omgivande atmosfären för att hälla ut vätskan lugnt från flaskan med en plötslig övergång från flaskkroppen till nacken.
Om innehållet i flaskan är ojämnt sjunker den tyngsta delen gradvis till botten. För närvarande bör flaskan med en plötslig övergång från flaskkroppen till nacken vara speciellt vald, eftersom den tyngsta delen av innehållet lätt separeras från andra delar när du häller med denna typ av flaskor.
De vanliga strukturella formerna av nacke och axel visas i figur 6-26.
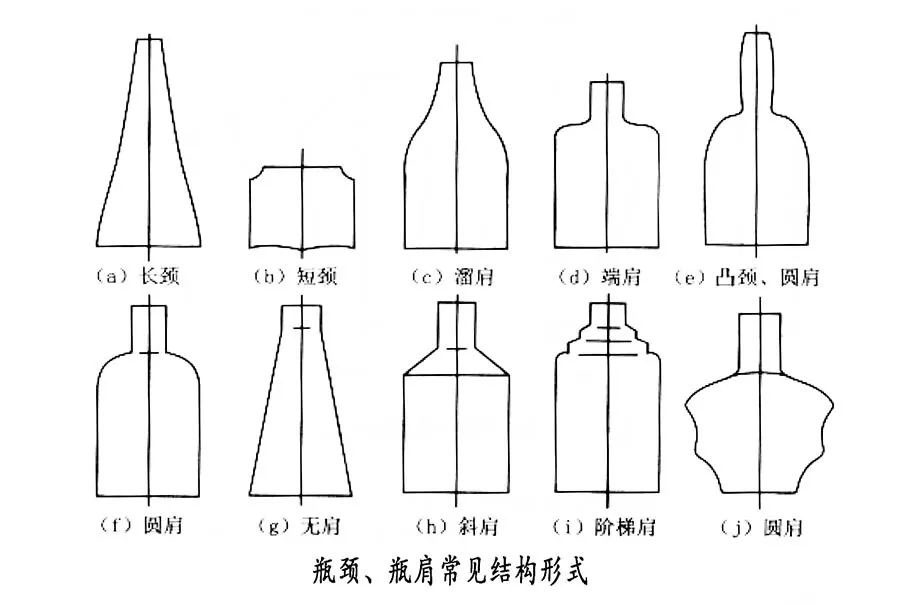
Flaskhalsformen är ansluten till flaskhalsen och flaskskulden i botten, så formlinjen på flaskhalsen kan delas upp i tre delar: munnhalslinjen, nackens mittlinje och nackens axellinje. förändring med förändring.
Form- och linjeförändringarna på flaskhalsen och dess form beror på flaskans övergripande form, som kan delas upp i typen utan hals (bred mun för mat), korthalsningstyp (dryck) och långhalsningstyp (vin). Den halslösa typen är vanligtvis ansluten av halsringningen direkt till axellinjen, medan den korthalsade typen bara har en kort hals. Raka linjer, konvexa bågar eller konkava bågar används ofta; För långhalsningstypen är halsringningen längre, vilket kan förändra formen på halsringningen, halsringningen och hals-axellinjen, vilket gör att flaskan ska kunna formas ny. Känsla. Den grundläggande principen och metoden för dess modellering är att jämföra storleken, vinkeln och krökningen för varje del av nacken genom att lägga till och subtrahera. Denna jämförelse är inte bara jämförelsen av själva halsen, utan måste också ta hand om det kontrasterande förhållandet med flaskans övergripande linjeform. Koordinerande relationer. För flaskformen som måste märkas med en nacketikett bör uppmärksamheten ägnas åt formen och längden på nacketiketten.
Den övre delen av flaskskulden är ansluten till flaskhalsen och botten är ansluten till flaskkroppen, vilket är en viktig del av flaskformslinjen.
Axellinjen kan vanligtvis delas upp i "platt axel", "kasta axel", "sluttande axel", "skönhet axel" och "trappad axel". Olika axelformer kan producera många olika axelformer genom förändringar i axlarnas längd, vinkel och kurva.
Olika former av flaskor har olika effekter på behållarens styrka.
⑶ flaskkropp
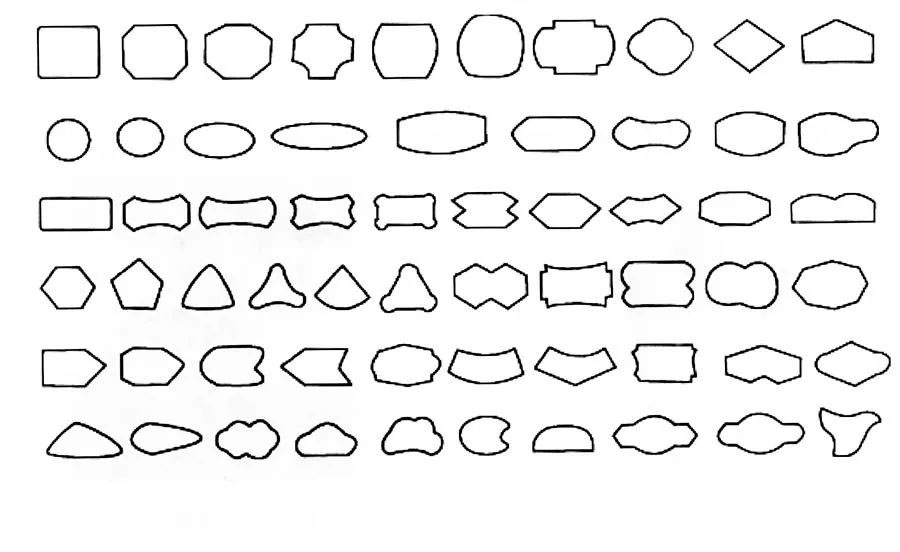
Flaskkroppen är huvudstrukturen i glasbehållaren, och dess form kan vara olika. Figur 6-28 visar de olika formerna på tvärsnittet av flaskkroppen. Men bland dessa former är bara cirkeln enhetligt stressad runt den, med den bästa strukturella styrkan och god formningsprestanda, och glasvätskan är lätt att distribuera jämnt. Därför är glasbehållare som måste motstå tryck i allmänhet cirkulära i tvärsnitt. Figur 6-29 visar olika former av ölflaskor. Oavsett hur den vertikala diametern förändras är dess tvärsnitt rund.


Vid utformning av specialformade flaskor bör flasktypen och väggtjockleken väljas korrekt och utformas enligt stressriktningen i produktväggen. Stressfördelning inom den tetraedriska flaskväggen. Den streckade cirkeln i figuren representerar nollspänningslinjen, de streckade linjerna vid de fyra hörnen som motsvarar utsidan av cirkeln representerar dragspänning, och de streckade linjerna som motsvarar de fyra väggarna inuti cirkeln representerar tryckspänning.
Förutom vissa speciella flaskor (infusionsflaskor, antibiotiska flaskor, etc.) har de nuvarande glasförpackningsbehållarstandarderna (nationella standarder, industristandarder) specifika föreskrifter om flaskkroppens storlek. För att aktivera marknaden, de flesta glasförpackningsbehållare, är höjden inte specificerad, endast motsvarande tolerans anges. Men när man utformar flaskformen, förutom att beakta tillverkningsmöjligheten för formen och uppfylla produktens kvalitetskrav, bör ergonomi också övervägas, det vill säga optimering av formen och mänskliga relaterade funktioner.
För att den mänskliga handen ska röra vid behållarens form måste bredden på handbredden och rörelsen av handen beaktas, och mätparametrarna relaterade till handen måste beaktas i designen. Mänsklig skala är en av de mest grundläggande uppgifterna inom ergonomisk forskning. Behållarens diameter bestäms av behållarens kapacitet. 5 cm。 Förutom containrar för speciella ändamål bör behållarens minsta diameter inte vara mindre än 2. 5 cm. När den maximala diametern överstiger 9 cm kommer hanteringsbehållaren lätt att glida ut ur handen. Behållardiametern är måttlig för att utöva den största effekten. Behållarens diameter och längd är också relaterad till greppstyrkan. Det är nödvändigt att använda en behållare med en stor greppstyrka och sätta alla fingrarna på den när du håller den. Därför bör behållarens längd vara längre än handens bredd; För behållare som inte kräver mycket grepp behöver du bara lägga de nödvändiga fingrarna på behållaren eller använda din handflata för att hålla den upp, och behållarens längd kan vara kortare.
⑷ flaskhälta
Flaskhälen är den anslutande övergångsdelen mellan flaskkroppen och flaskbotten, och dess form följer i allmänhet behoven hos den övergripande formen. Emellertid har formen på flaskhälen ett stort inflytande på flaskans styrkaindex. Strukturen för den lilla bågsövergången och botten av flaskan används. Strukturens vertikala belastningsstyrka är hög och den mekaniska chocken och den termiska chockstyrkan är relativt dålig. Tjockleken på botten är annorlunda och intern stress genereras. När det utsätts för mekanisk chock eller termisk chock är det mycket lätt att knäcka här. Flaskan övergår med en större båge, och den nedre delen är ansluten till flaskbotten i form av tillbakadragning. Strukturens inre spänning är liten, den mekaniska chocken, termisk chock och vattenchockstyrka är hög och den vertikala laststyrkan är också bra. Flaskkroppen och flaskbotten är sfärisk övergångsanslutningsstruktur, som har god mekanisk påverkan och termisk chockstyrka, men dålig vertikal belastningsstyrka och vattenpåverkningsstyrka.
⑸ Botten på flaskan
Botten på flaskan är längst ner på flaskan och spelar rollen att stödja behållaren. Styrkan och stabiliteten på botten av flaskan är mycket viktig. Glasflaskbottnar är vanligtvis utformade för att vara konkava, vilket kan minska kontaktpunkterna i kontaktplanet och öka stabiliteten. Botten på flaskan och hälen på flaskan antar bågeövergången, och den stora övergångsbågen är fördelaktig för att förbättra styrkan hos flaskan och burk. Radie på hörnen längst ner i flaskan är mycket meningsfull för produktion. De rundade hörnen bestäms av kombinationsmetoden för formkroppen och formbotten. Om kombinationen av formningsformen och botten av formen är vinkelrätt mot produktens axel, det vill säga övergången från det rundade hörnet till flaskkroppen är horisontell, rekommenderas det att använda de relevanta dimensionerna i det rundade hörnet.
Enligt formen på botten av flaskan som erhållits genom dessa dimensioner kan fenomenet med kollaps av flaskans botten undvikas när flaskväggen är tunn.
Om de rundade hörnen tillverkas på mögelkroppen, det vill säga formkroppen tillverkas med den så kallade extruderingsmetoden, är det bäst att ta den rundade hörnstorleken på flaskbotten. För de produkter som kräver en tjockare vägg runt botten av flaskan finns också de dimensioner som anges i tabellen ovan. Om det finns ett tjockt glasskikt nära övergången från botten av flaskan till flaskkroppen, kommer produktens botten inte att kollapsa.
Dubbel rundade botten är lämpliga för produkter med stora diametrar. Fördelen är att det bättre kan motstå trycket som orsakas av glasets inre spänning. För artiklar med en sådan bas visade mätningen av den inre spänningen att glaset i de rundade hörnen var i komprimering snarare än spänning. Om det utsätts för en böjbelastning kan glaset inte tåla det.
Den konvexa botten kan säkerställa produktens stabilitet. Dess form och storlek är faktiskt gjorda av olika typer, beroende på typen av flaskor och flaskmaskinen som används.
Men om bågen är för stor kommer stödområdet att reduceras och flaskans stabilitet kommer att reduceras. Under tillståndet för en viss kvalitet på flaskan och burk är tjockleken på botten av flaskan baserad på minsta tjocklek på botten av flaskan som designkravet, och förhållandet mellan tjockleken på flaskans botten och strävar efter att ha en liten skillnad mellan tjockleken på flaskans botten och minska den inre spänningen.
Posttid: april-15-2022